

想知道#不锈钢板加工#欢迎来电咨询产品为何如此受欢迎?观看视频,答案自在其中。
以下是:#不锈钢板加工#欢迎来电咨询的图文介绍
中工金属材料有限公司的目标是:向我们的用户提供高价值服务,每一个售后服务员工应优先考虑用户的利益。
如果您对我们的 昭通鲁甸激光切割机产品感兴趣,请联系我们,我们会用优质的 昭通鲁甸激光切割机产品和诚挚的服务赢得您的满意!



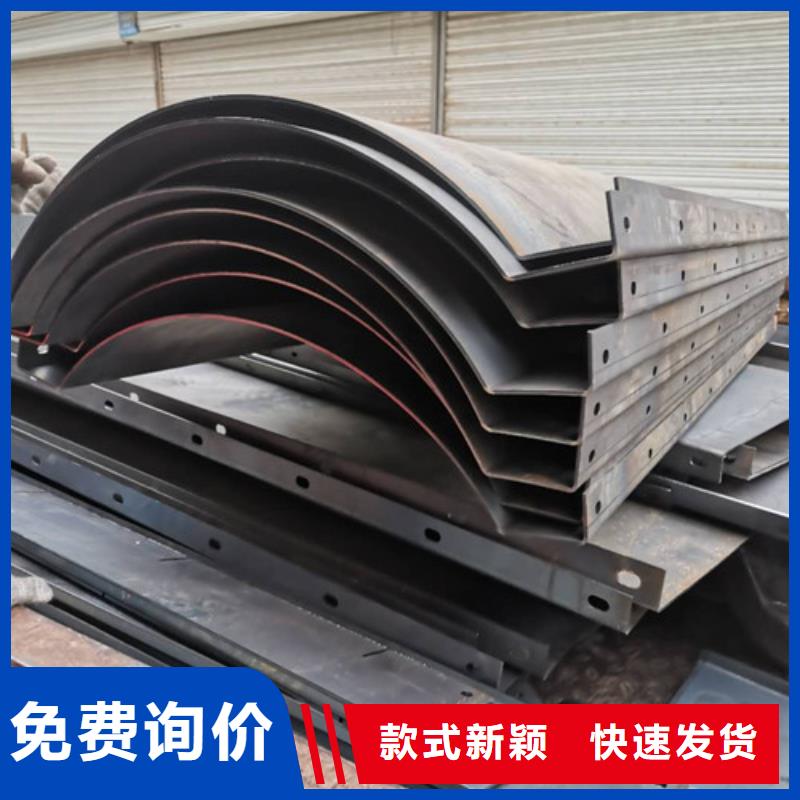
1.热处理强化,冲击韧性高,对缺可不敏感。2.有极好的热塑性,可以高速挤压成结构复杂.薄壁.中空的各种型材或锻造成结构复杂的锻件,淬火温度范围宽,淬火敏感性低,挤压和锻造脱模后,只要温度高于淬火温度。即可用喷水或穿水的方法淬火。薄壁件(6<3mm)还可以实行风淬。3.焊接性能和耐蚀性优良,无应力腐蚀开裂倾向,在热处理可强化型铝合金中,Al-Mg-Si系合金是没有发现应力腐蚀开裂现象的合金。4.加工后表面十分光洁,且容易阳极氧化和着色。其缺点是淬火后若在室温停放一段时间在时效,会对强度带来不利影响(停放效应)。 花纹铝板:材质 1060 1100 3003 5052。1.桔皮纹花纹铝板:厚度0.01-3.0(mm) 宽度800-1220(mm)。2.半圆球花纹铝板:厚度0.1-1.0(mm) 宽度800-1220(mm)。3.大小菱形花纹铝板:厚度0.1-2.0(mm) 宽度800-1220(mm)。4.五条筋花纹铝板(三条筋花纹铝板)。指南针型花纹铝板:厚度0.9-8.0(mm) 宽度800-1500(mm)。5.鹅卵石花纹铝板:厚度 0.2-4(mm) 宽度 800-1220(mm)。



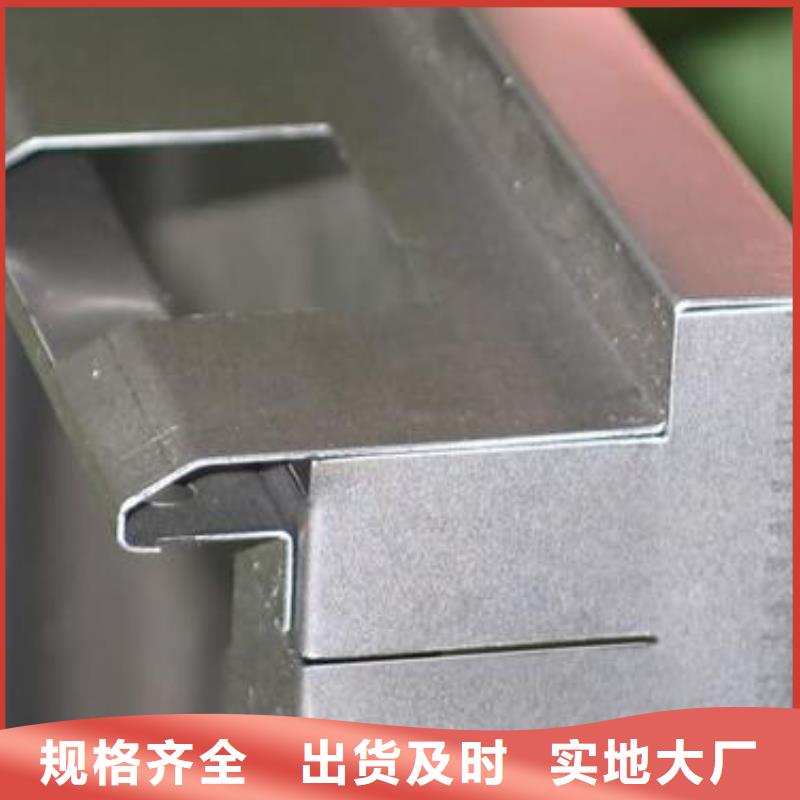
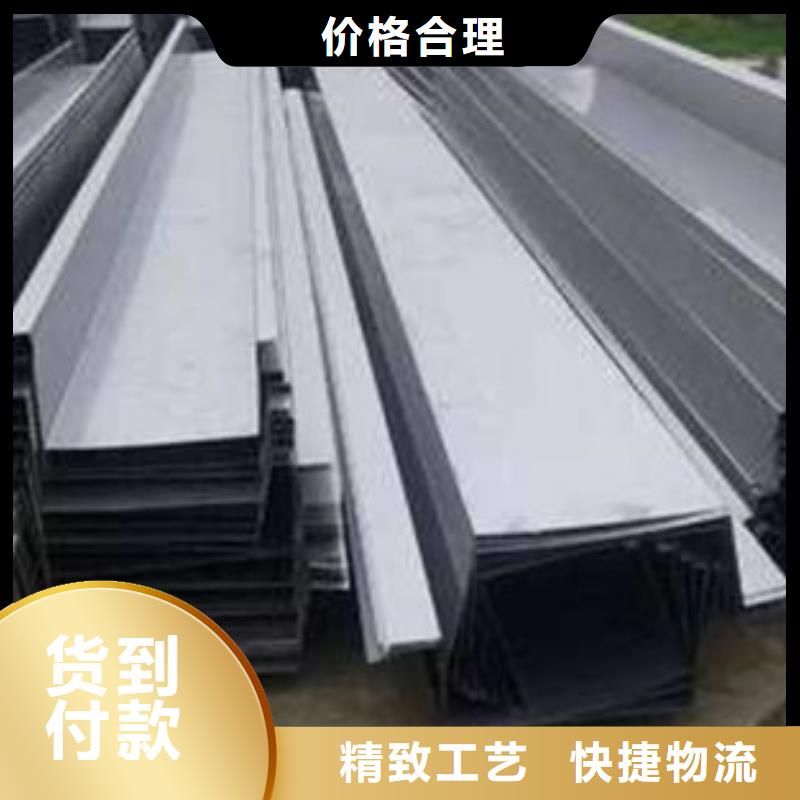
不锈钢制品的抛光工艺可以分为打磨和出光两部分,上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整.如果无上述缺陷,进入本抛光工序。粗磨,用600号的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤。半精磨,用800号的砂带按照前面往返磨削工件的方法中磨工件的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。精磨,用1000号的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同.本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果。 2507是一种铁素体—奥氏体(双相)不锈钢,它综合了许多铁素体钢和奥氏体钢超有益的性能, 由于该钢铬和钼的含量都很高,因此具有极好的抗点腐蚀,缝隙腐蚀和均匀腐蚀的能力.双向显微组织保证了该钢具有很高的抗应力腐蚀破裂的能力,而且机械强度也很高。2507不锈钢应用于石油和天然气工业;海上石破天油平台(热交换器管,水处理和供水系统,消防系统,喷水系统,稳水系统; 石油化工设备; 脱盐(淡化)设备(和设备中的高压管,海水管);既需要高强度同时又需要高耐腐蚀性的机械和结构部件;燃(废)气净化设备.主要成份:25Cr-7Ni- 4Mo-0.27N。



通常情况下,激光焊接主要分为热导焊与深熔焊两类。焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。 试验结果极差分析通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及,综合各项因素,激光焊接工艺参。 以上就是为大家讲解的不锈钢板的激光焊接存在变形的问题,总的来说激光焊接工艺作为一种有效焊接,在焊接质量等方面发挥着积极作用。但是,受到激光电流等因素的影响,不锈钢板激光焊接存在变形等问题。想要了解更多关于不锈钢板的相关信息可以我们。